
|
Ningbo Vichnet Communication Science & Technology Ltd.
|

stainless wire
| Price: | 5.0~50.0 USD |
| Payment Terms: | T/T,L/C |
| Place of Origin: | Zhejiang, China (Mainland) |
|
|
|
| Add to My Favorites | |
| HiSupplier Escrow |
Product Detail
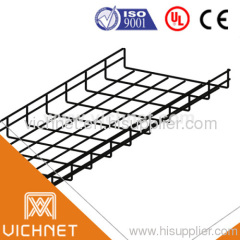
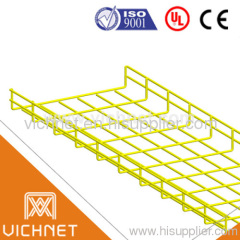
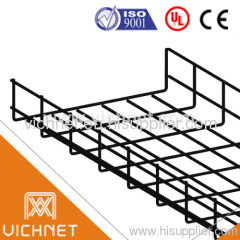
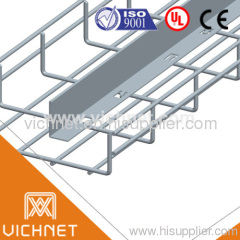
Steel wire cable tray, Stainless steel wire mesh cable tray,cable equipment
Brief Introduction of Cable Tray Systems:
Cable trays are widely used as temporary usage of electric power in building site, industry and mining enterprise, decoration and mending where adopt the electric power of 220V and 380V.
Wire mesh cable trays are used extensively for data cables and low voltage installations, steel wire tray has become increasingly popular with installers thanks to its ease of use, flexibility and lightweight structure. They are appropriate for Sensitive cables such as control cables, optical cables, telecommunication cables, etc.
The Installation time of wire mesh cable trays is reduced and no expensive preformed fittings have to be specially planned for or ordered. Fast, simple shaping can be carried out entirely on site. A bolt cutter, screw driver and a wrench are the only tools required to create the most complex of cable runs. A wide range of unique supports improves installation time even more. The tray is so easy to manipulate, one person can install a system unaided.
Manufacturing:
Common used material: Steel, Stainless Steel
Mode: Top curved / Top Straight
Surface Finish: Zinc-plating, Powder-coated
Powder Coating Color: Optional
Powder Coating Color: Optional
We are able to design styles in various specifications according to the drawings and/or samples by the clients.
Suggestions:
1). MATERIAL
The choice of materials is a matter of the physical and mechanical properties produced by each, compared against the intended function, as well as the environment, in which the trays are to be installed.
2). SURFACE FINISH:
A). Zinc-plating cable trays are suitable for indoor use. The place where cold zinc-plating cable
B). Powder-coated cable trays should be carried out in alkali and salt corrosion free site.
C). Zinc-plating plus Powder-coated would be better.
Specification for power and communications cabling containment.
1). SCOPE
Steel Wire Cable Tray conforming to the material and performance of this specification.
2). GENERAL
A). Cable tray shall be manufactured from steel wires, welded together and bent into final shape prior to surface treatment.
B). Surface Treatments:
i). Electro zinc plated to BSEN 12329-2000 for interior use (level 2)
ii). Hot Dipped Galvanised with between 60 and 80 microns of zinc to BS 729.
iii). Stainless Steel AFNOREZ CND 17.2 (AISI 316L)
C). Steel Wire Cable Tray Widths & Depths
i). Cable Tray dimensions are all internal.
ii). Depths of 30mm, 54mm, 80mm, 105mm & 150mm
iii). Widths of 50mm, 100mm, 150mm, 200mm, 300mm, 400mm 450mm, 500mm & 600mm for depths of 30mm & 54mm.
iv). Widths of 100mm, 150mm, 200mm, 300mm 400mm & 500mm for Depths of 105mm & 150mm
All trays are of 3005mm long
3). SPECIFICATION
a). Steel Wire Cable Tray will be produced from lateral and longitudinal sidewall steel wires, with minimum diameters of -:
4 mm for trays of widths up to 150mm
4.5 mm for trays of widths of 200mm
5.0 mm for trays of widths of 300mm
6.0 mm for trays of widths of 400mm, 450mm, 500mm and 600mm
b). Trays will be manufactured with a longitudinal 'T-welded' safety edge along the top wire of the sidewall (excluding CF3050)
c). Trays will be constructed with a 50mm x 100mm mesh configuration.
d). All tray fittings (e.g. changes in direction, level and size) shall be constructed on site, to the manufacturers instructions, using side action bolt croppers and fastened using 25mm and 30mm counter clamps with M6 bolts and nuts, all surface treated as the tray.
e). Trays will be coupled together using either a fast spring coupler or a 25mm/30mm counter clamp combination with supporting lateral splice plate on trays over 300mm width. The coupling will have the same surface finish as the tray.
f). Trays shall be supported at a maximum span of 2.5m by trapeze, wall, floor or channel mounting methods and will not exceed maximum loads as specified by the manufacturer.
g). All welds will be manufactured to an average minimum tensile strength of 500Kg per weld.
4. TESTS, CERTIFICATION AND CONFORMITY
a). Loading and deflection characteristics of the tray should be tested and the results published in accordance with the European Standard CEI/61537.
b). Suitability for the support of Cat6 data cabling should be demonstrated by way of independent test verification.
c). Fire test certification should be published in accordance with the E30/E90 standard.
d). Electrical continuity across a coupling should be demonstrated by means of a published test method and result.
Didn't find what you're looking for?
Post Buying Lead or contact
HiSupplier Customer Service Center
for help!
Related Search
Stainless Steel Wire Mesh
Stainless Steel Wire
304l Stainless Steel Wire
Stainless Wire Mesh
Crimped Stainless Wire Mesh
Stainless Welded Wire Mesh
More>>
Find more related products in following catalogs on Hisupplier.com
Company Info
Ningbo Vichnet Communication Science & Technology Ltd. [China (Mainland)]
Business Type:Manufacturer
City: Ningbo
Province/State: Zhejiang
Country/Region: China (Mainland)
You May Like:


.jpg)




.jpg)



.jpg)






.jpg)
.jpg)

.jpg)

Product (159)
-
Wire Mesh Cable Trays
(48)

-
Fiber Optic Patch Cords
(47)
-
Fiber Optic Terminal Cabinet
(21)
-
Network Cabinet
(7)
- Wire Mesh Fences (12)
- Other Kinds Of Wire Mesh Cable Trays (20)
- Others (4)
